
以下是:邯郸市成安县异型管-诚信经营的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 异型管-供应范围覆盖河北省、邯郸市、成安县、邯山区、丛台区、复兴区、峰峰矿区、临漳县、大名县、涉县、磁县、肥乡区、永年区、邱县、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市等区域。 【福仕达】持续拓展产品矩阵,现有武安球墨铸铁管专业生产设备、复兴球墨铸铁管让客户买的放心、鸡泽球墨铸铁管厂家质量过硬等,满足不同场景需求。异型管-诚信经营,福仕达金属材料(邯郸市成安县分公司)专业从事异型管-诚信经营,联系人:李经理,电话:【18762195566】、【18762195566】,以下是异型管-诚信经营的详细页面。 河北省,邯郸市,成安县 成安县是全国党政权力公开透明运行工作试点县,先后荣获中国金融生态县、中国楹联文化县、全国科技进步先进县、全国生态文明先进县、全省届文明县城、全省平安建设先进县、河北省园林县城、河北省创新型建设试点县、全国棉花生产百强县、优质棉基地县,粮食主产区等多项殊荣。20世纪五、六十年代,毛泽东、周恩来、刘少奇等老一辈革命家都曾亲临成安视察棉花生产,建有“毛泽东主席视察纪念馆”供人瞻仰。2020年,成安县实现地区生产总值165.8亿元。
异型管-诚信经营的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。以下是:邯郸成安异型管-诚信经营的图文介绍
合金异型管常见的工艺检测方法(一)反复弯曲试验:将试样一端夹紧。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;(二)顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;(三) 管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;(四)管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型管质量及强度并显示其缺陷的试验;(五)淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是标准规定的结构钢末端淬火试验方法;(六)切削加工性:异型管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;(七)弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;(八)管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型管承受弯曲塑性变形的能力并显示其缺陷的试验;(九)管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验。
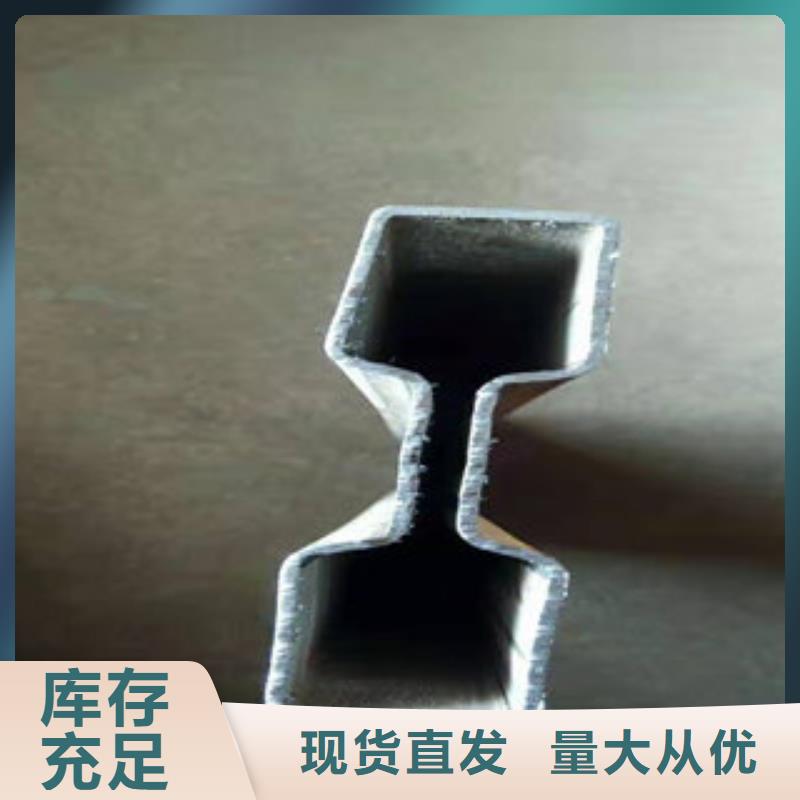
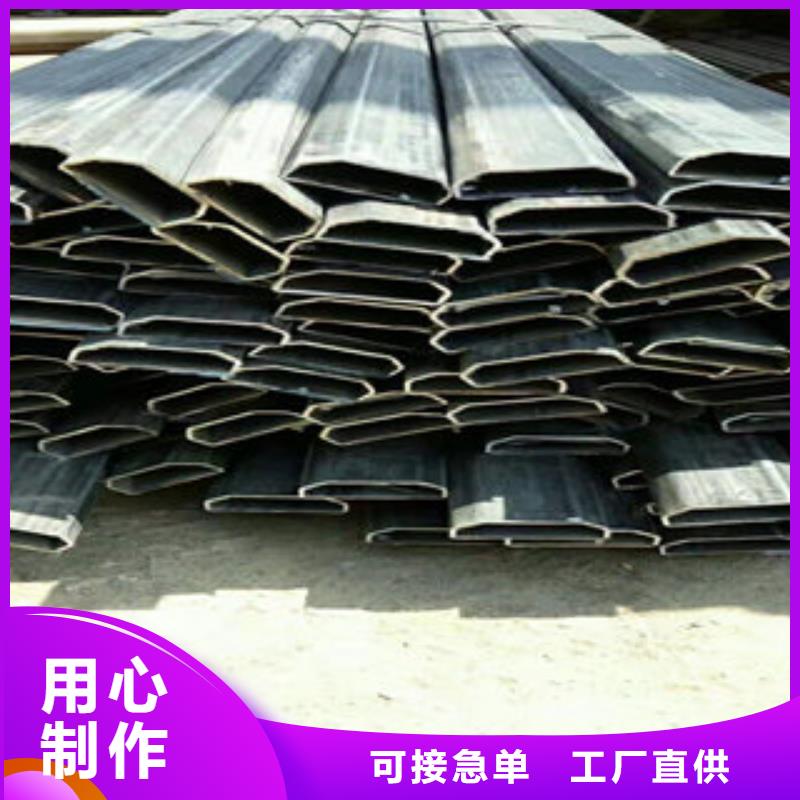
异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。成形过程是钢板首先被送去压型,再由控制器送到弯曲位置,在经过一系列与管径相匹配的压模后而形成一个开口管。操作时有两个控制器,板的一侧首先被弯成半圆,然后板被第二个控制器移动,另一侧随后也被弯曲成形。因为弯曲模刃的厚度会影响开口管的圆度,因此弯曲模刃的厚度必须保证小。一般成形完毕后,开口管被送到边缘弯曲机上,板的两个边缘被连续滚压成所需形状。这种方法的特点是适应性强,对中等生产量来说经济性好,可以制作小口径和厚壁异型管。
邯郸成安福仕达金属材料有限公司拥有研发部、技术部、生产部、销售部,先进的 球墨铸铁管生产设备,优化 球墨铸铁管加工工艺,完善的管理流程,注重细节控制和出厂检验,为客户快速供货。企业管理和技术力量十分雄厚。 为了适应市场的发展,公司聘请了对 球墨铸铁管有精深了解,是成熟设计和生产经验的技术人才,公司愿与各界朋友携手合作,共创美好未来!
椭圆钢管冲压技术在汽车领域中也获得了较大的发展。汽车零件冲压生产容易出现起皱、开裂问题,相关的成因及控制措施是:1、起皱与叠料 起皱是困扰冲压生产重要也是困难的问题之一。起皱缺陷将引起很多不良后果,严重时还会形成叠料。起皱会对零件的外观表面产生严重的影响,尤其表现在涂装后,严重的起皱会使零件无法返修,导致该零件报废。原因:板料冲压过程中材料流动不平衡,产生挤压而无法吸收。解决思路:均衡板料流动速度。解决办法:⑴烧焊增高拉延筋,增大板料流动阻力;⑵对起皱部分做强压处理,减小该处型面间隙;⑶改变拉延筋形状,如将圆筋改为方筋,或者改变拉延筋大小;⑷增加落料件尺寸,增大压边圈的作用。生产临时措施:⑴增大压机压边力;⑵在相关处垫胶带;⑶调整平衡块,减少局部平衡块垫片,增加局部板料流动阻力。2、开裂与伤线(缩颈)开裂一般在新模具或者板料调试时出现,椭圆钢管开裂直接导致零件的报废,伤线为零件将要出现开裂的极限表现,经过涂装烘烤以后,材料应力释放,依然有可能导致零件开裂,因此,在冲压生产过程中必须杜绝成品件的伤线。 原因:因板料流动过于顺畅,冲压过程中板料拉伸变形程度超过材料本身的延展率要求,导致冲压件开裂。解决思路:改善板料流动速度。解决办法:⑴烧焊降低拉延筋,减少板料走料阻力;⑵改善型面光洁度;⑶增加刺破刀,增加局部板料流动供应量;⑷改变拉延筋形状(图7);⑸减小板料边尺寸。生产临时措施:⑴在椭圆钢管开裂或伤线处涂抹润滑油;⑵适当减小压边力;⑶调整平衡块,增加局部平衡块垫片,减小局部板料流动阻力。
异型管-诚信经营,福仕达金属材料(邯郸市成安县分公司)为您提供异型管-诚信经营产品案例,联系人:李经理,电话:【18762195566】、【18762195566】。










